
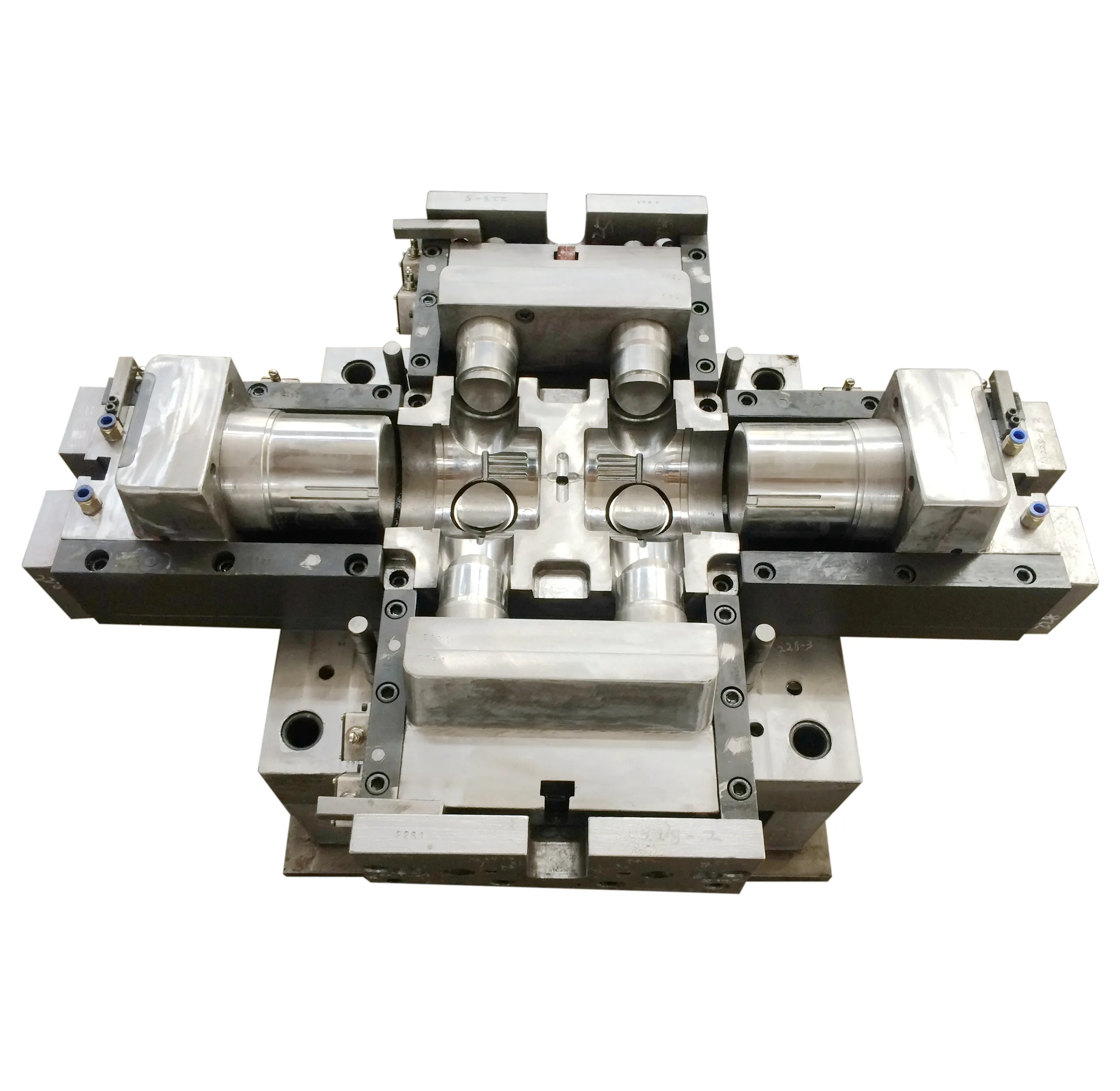
পিভিসি মেঝে ড্রেন পাইপ ফিটিং ছাঁচ
ছাঁচের নাম:পিভিসি মেঝে ড্রেন পাইপ ফিটিং ছাঁচ
গহ্বর: 2 গহ্বর
ছাঁচ আকার: 110 মিমি
ছাঁচ ইস্পাত: গহ্বর এবং কোরের জন্য জার্মানি2316 চীন2316 বা 4cr13
গেট: সরাসরি গেট
ছাঁচ গঠন: তেল সিলিন্ডার
কোর/গহ্বরের কঠোরতা: ভ্যাকুয়াম তাপ চিকিত্সার পরে HRC 40-45° ডিগ্রি
ইনজেকশন মোল্ডিং মেশিন: 450 T
হংজিন মোল্ড কোং, লিমিটেড 2002 সালে প্রতিষ্ঠিত হয়। আমাদের 23 বছরেরও বেশি সময় ধরে পাইপ ফিটিং ছাঁচে আরও অভিজ্ঞতা রয়েছে।
আমরা আপনার সাথে দীর্ঘ সহযোগিতার জন্য উন্মুখ.
নিম্নলিখিত আপনার রেফারেন্স জন্য প্রধান তথ্য.
পিভিসি ইনজেকশন সমস্যা এবং সমাধান
1. উপাদানের অভাব: ইঞ্জেকশন পাইপ ফিটিং প্রক্রিয়ায় প্রায়শই ছাঁচটি পূরণ করা যায় না এমন ঘটনা ঘটে। যখন ইনজেকশন ছাঁচনির্মাণ মেশিন সবেমাত্র কাজ শুরু করে, ছাঁচের তাপমাত্রা খুব কম হওয়ার কারণে, পিভিসি গলিত উপাদানের তাপের ক্ষতি বড়, প্রাথমিক কঠিনীভবন তৈরি করা সহজ, ছাঁচের গহ্বরের প্রতিরোধ ক্ষমতা বড়, এবং উপাদানটি ছাঁচের গহ্বর দিয়ে পূরণ করা যায় না। এই ঘটনাটি খুব স্বাভাবিক, কিন্তু অস্থায়ী, ডিজিটাল মডেলের ক্রমাগত ইনজেকশনের পরে স্বয়ংক্রিয়ভাবে অদৃশ্য হয়ে যাবে। যদি ছাঁচটি সব সময় পূরণ করা না যায় তবে নিম্নলিখিত পরিস্থিতি বিবেচনা করুন এবং উপযুক্ত সমন্বয় করুন:
1: ইনজেকশন উপাদানের তাপমাত্রা কম এবং তরলতা দুর্বল, তাই উপাদানটির প্লাস্টিকাইজেশন এবং তরলতা উন্নত করতে গরম করার তাপমাত্রা যথাযথভাবে বাড়ানো যেতে পারে।
2: সেট ইনজেকশন ছাঁচনির্মাণ চক্র সংক্ষিপ্ত, বা অপর্যাপ্ত উপাদান, ইনজেকশন সময় বৃদ্ধি এবং সল পরিমাণ বৃদ্ধি উপযুক্ত হতে পারে.
3: যদি সেট চাপ খুব কম হয় বা ইনজেকশন চাপ থেকে ধারণ চাপে রূপান্তরের সময় খুব তাড়াতাড়ি হয়, তাহলে ইনজেকশন চাপ যথাযথভাবে বাড়ানো যেতে পারে বা ধরে রাখা চাপ থেকে রূপান্তরের সময় সামঞ্জস্য করা যেতে পারে।
4: ইনজেকশন গতি কম, ইনজেকশন গতি যথাযথভাবে বৃদ্ধি করা যেতে পারে।
5: ফ্লো চ্যানেল সিস্টেমের কাঠামোর আকার ছোট, প্রধান, শান্ট চ্যানেল বা গেটের ভলিউম বাড়ানোর জন্য উপযুক্ত হতে পারে
6: ছাঁচ নিষ্কাশন ভাল নয়, গেট অবস্থান পরিবর্তন বা একটি নিষ্কাশন খাঁজ খুলতে উপযুক্ত হতে পারে.
7: পাতলা প্রাচীর ভর্তি ছাঁচ কঠিন, পণ্যের কাঠামো সামঞ্জস্য করতে বা গেটিং সিস্টেম পরিবর্তন করতে পারে।
হোয়াটসঅ্যাপ
ইমেইল









 হোয়াটসঅ্যাপ
হোয়াটসঅ্যাপ টেলিফোন
টেলিফোন